The similarities and differences between copper extrusion and aluminum extrusion
Feb 27, 2025
The similarities and differences between copper extrusion and aluminum extrusion
Aluminum is one of the most common materials in our daily lives and an essential metal in various industries. However, in addition to aluminum, copper is also a widely used metal due to its excellent electrical and thermal conductivity, corrosion resistance, and other favorable properties. Copper has broad applications across multiple industries, such as:
Electrical and Electronics: Wires, cables, transformers, motors, and electronic components.
Construction: Piping systems, electrical wiring, and copper conductors.
Automotive: Electrical systems, radiators.
Industrial Equipment: Heat exchangers, valves, pumps, bearings, and gears.
Telecommunications: Cables.
Energy: Solar panels, generators.
Healthcare: Medical devices, surgical instruments, door handles, and handrails due to its antibacterial properties.
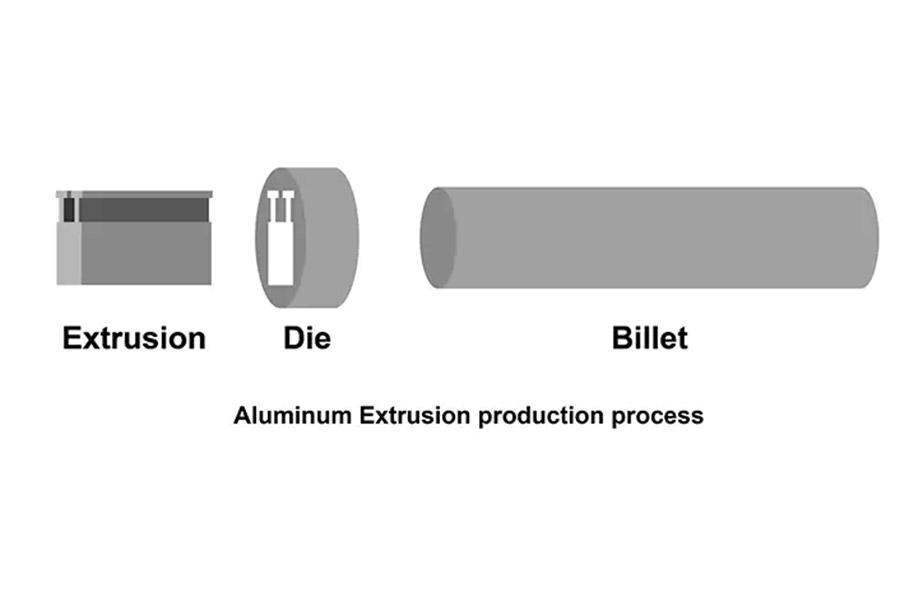
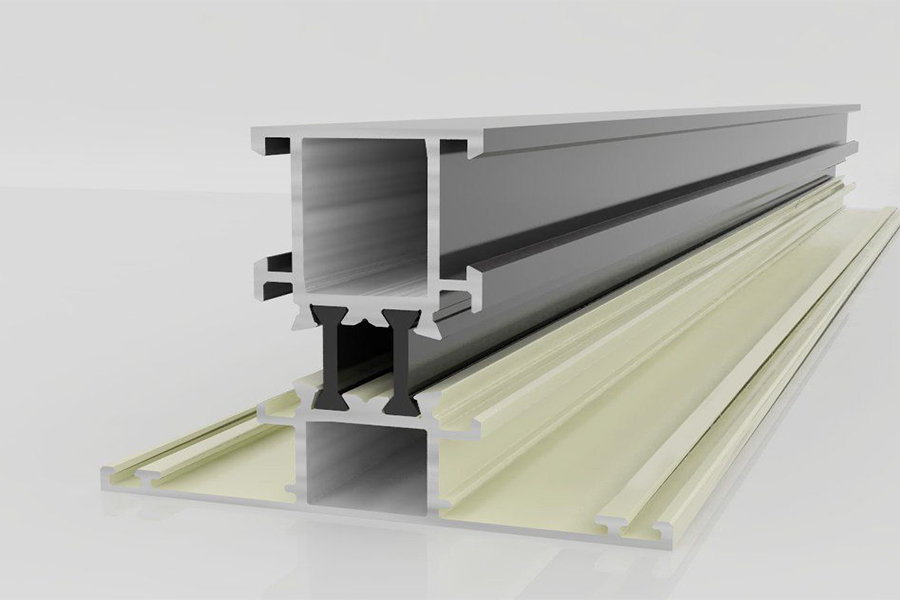
Both aluminum and copper are produced through extrusion processes, where pressure is applied to metal billets, forcing them through molds to form the desired shapes. While the basic production process is similar for both materials, copper and aluminum differ significantly in their properties, which affects their production methods and equipment.
Production Process:
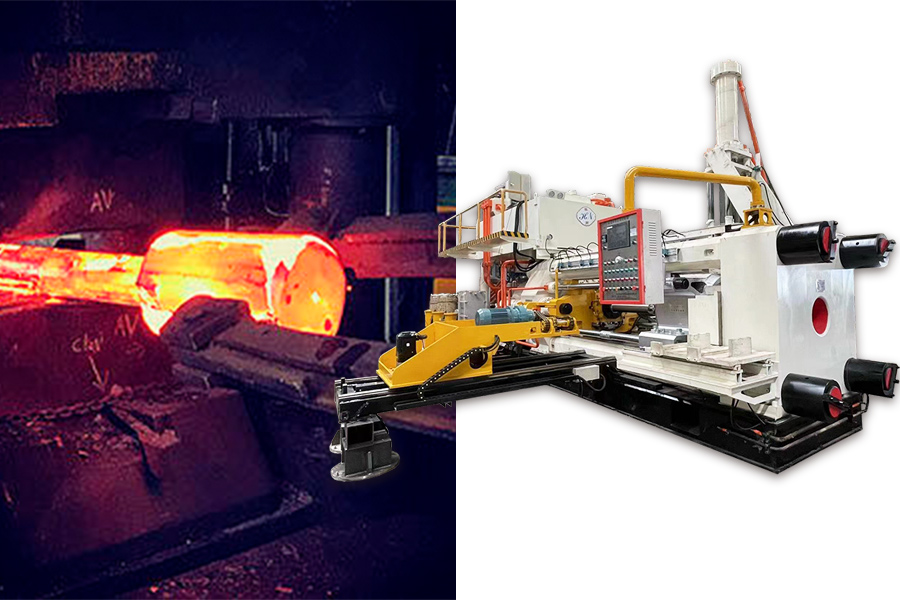
Both aluminum and copper extrusion processes involve applying hydraulic or mechanical pressure to metal billets, which are heated to increase their plasticity for easier extrusion. The extrusion equipment, including extrusion cylinders, molds, extrusion rods, and heating systems, are similar for both metals. However, because copper and aluminum have different properties, the specific production conditions, such as temperature and pressure, vary.
Differences Between Aluminum and Copper:
Aluminum:
Density: Low
Melting Point: Approximately 660°C
Plasticity: High, making it easier to extrude
Extrusion Pressure: Relatively low
Copper:
Density: High
Melting Point: Approximately 1085°C
Hardness: Higher, making extrusion more difficult
Extrusion Pressure: Higher due to its hardness
Because of these differences, the heating temperature required for aluminum and copper extrusion is not the same. For aluminum, the heating temperature typically ranges from 400°C to 500°C, while for copper, it is generally higher due to its higher melting point. This difference in properties also results in copper requiring higher extrusion pressures compared to aluminum. This is one of the reasons why our HuaNan heavy Industry can produce copper extruders in addition to aluminum extruders.
Molds:
Mold material plays a crucial role in determining the extrusion quality. Aluminum extrusion molds are usually made from high-strength steel, offering durability. Copper extrusion molds, on the other hand, require materials with higher wear and heat resistance, making them less durable than aluminum molds.
Lubrication:
The choice of lubricant also differs. Aluminum extrusion typically uses graphite or oil-based lubricants, while copper extrusion requires high-temperature lubricants such as glass lubricants to manage the higher extrusion pressures.
Cooling:
After extrusion, cooling methods vary. Aluminum cools faster and is typically cooled using air or water, while copper requires a slower, gentler cooling process to prevent cracking.
Post-Treatment:
Aluminum often undergoes anodizing or spraying treatments, while copper is usually treated through electroplating or polishing to achieve a smooth finish.
Production Costs:
Despite similar production processes, the costs of extruding copper are generally higher than for aluminum due to copper's higher extrusion pressures and material costs.
Summary:
In conclusion, while the extrusion processes for aluminum and copper are fundamentally similar, the differences in their material properties lead to distinct requirements for heating, extrusion pressure, mold materials, lubrication, cooling, post-treatment, and cost. Copper extrusion typically involves higher pressures, more specialized molds, and more complex handling, which results in higher production costs compared to aluminum extrusion.











 Network Supported
Network Supported English
English فارسی
فارسی Español
Español عربي
عربي Türk
Türk
