How Aluminum Extrusion Machines Work From Billet to Profile
Apr 18, 2025
At present, aluminum profiles come in a variety of shapes, including solid, semi-hollow, and hollow shapes. These profiles play a crucial role in shaping and enhancing the functionality of many everyday products, from household appliances to automobiles. Aluminum profiles are favored by customers for their excellent strength, stability, corrosion resistance, and lightweight characteristics.
The basic steps from aluminum billet to aluminum profile are as follows:
1、Heating the aluminum billet,
2、Extruding the aluminum billet,
3、After the billet is extruded through the mold, pulling the aluminum profile with a traction machine,
4、Cooling the aluminum profile,
5、Surface treatment of the aluminum profile.
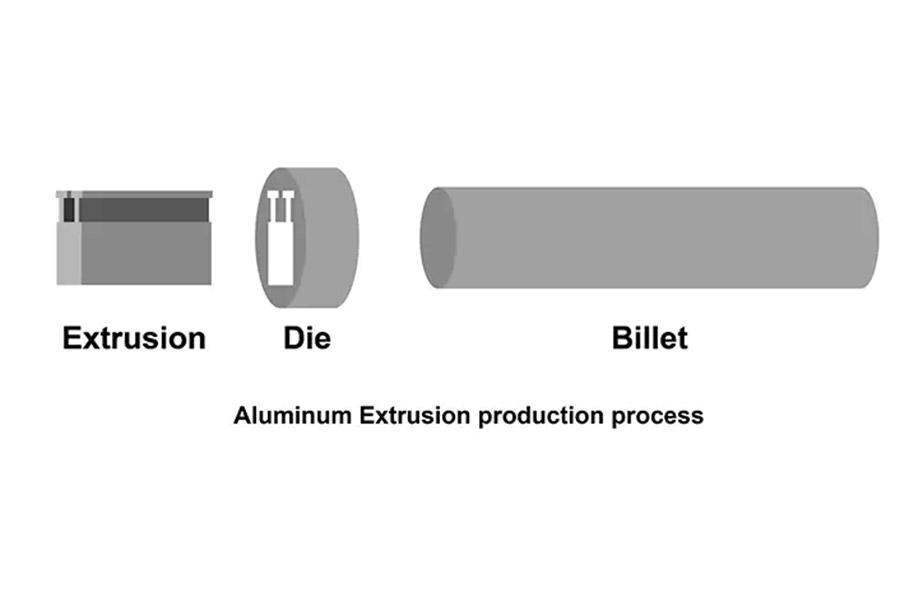
These steps may look simple, but they require some machinery to perform. Among them, the design and manufacture of the mold are very important parts. The mold is created to match the shape and dimensions required for the final product. Aluminum extrusion molds are usually made of steel or tungsten steel alloy and can withstand thousands of extrusions.
1、The aluminum billet is heated using a MULTIPLE ROD HOT SHEAR FURNACE. The aluminum billet or raw material is usually a long cast rod. It is cut to the appropriate length and heated to a temperature that gives it sufficient ductility for extrusion.
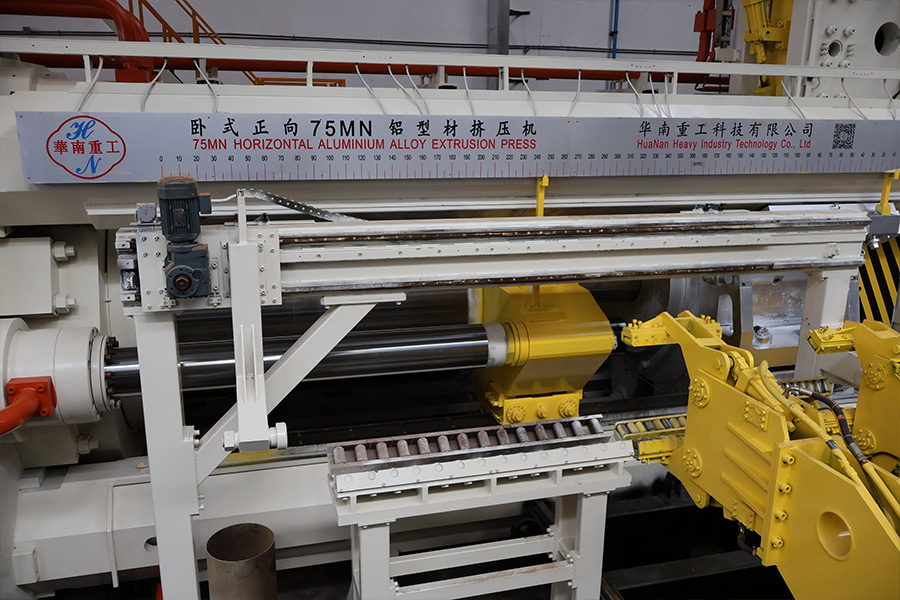
2、The heated aluminum billet is then placed into the Aluminum extruder for extrusion. After passing through the extrusion mold, the aluminum is formed into the desired shape. Currently, there are two modes of extrusion for aluminum billets: one is direct extrusion, and the other is indirect extrusion.In direct extrusion (also known as forward extrusion), the billet is placed in a container, and a ram is used to push the billet through the mold opening. The force applied by the ram causes the aluminum to flow through the mold opening, forming the shape of the mold. The extruded part is pushed out of the mold at the end of the process. Direct extrusion is typically used to produce solid shapes such as rods, bars, and tubes.Indirect extrusion is also called reverse extrusion or backward extrusion. In the indirect extrusion process, unlike the direct extrusion process where the billet is pushed through the mold, in indirect extrusion, the mold is pushed toward the billet to form the desired extruded shape. The mold is placed at the end of the ram (a hollow mandrel), the billet is loaded into the container, and then the ram is forced toward the billet, causing the billet to pass through the mold and produce the aluminum extrusion. The main advantage is that there is no friction on the surface of the billet. This reduces the extrusion load, allowing the same aluminum extrusion to be produced with a smaller machine, or a larger extrusion to be produced with the same machine. There is also no heat generated by billet-container friction. This results in better extrusion flow, fewer variables, a more consistent and easier process, and the final extruded material has better tolerances and more stable shapes.Both direct and indirect extrusion processes have their own advantages and disadvantages. The direct extrusion process is a simpler process and is usually faster, making it more cost-effective to produce simple shapes. On the other hand, the indirect extrusion process allows for the creation of more complex shapes, and due to the uniformity of material flow, parts with higher structural integrity can be produced.
3、Full servo double puller is used to pull the aluminum material, keeping the aluminum straight. The traction machines currently in use generally have a shearing function to cut the aluminum material to a suitable length, which is then cooled with water or allowed to cool naturally on a cooling table. The extruded aluminum is cooled by air or water, which helps it retain its shape.
4、The extruded aluminum is usually cut to the required length and then subjected to any necessary finishing processes, such as painting, anodizing, powder coating, or polishing. This step usually requires the use of an Ageing Furnace.
If you want to know more about aluminum extrusion machine, please visit our website www:huananmachine.com.







 Network Supported
Network Supported English
English فارسی
فارسی Español
Español عربي
عربي Türk
Türk
